What is Machine Vision Inspection and How Does it Work?
Machine Vision Inspection is revolutionizing various industries by enhancing quality control and operational efficiency. According to a report from MarketsandMarkets, the machine vision market is expected to grow from $10.6 billion in 2020 to $14.9 billion by 2025, driven by advancements in AI and automation. This technology enables real-time inspection and error detection in manufacturing processes.
Dr. Emily Chen, a leading expert in machine vision systems, states, “Machine Vision Inspection transforms how we ensure product quality and consistency.” Her insights reflect the growing reliance on automated inspection methods. However, the implementation of Machine Vision Inspection is not without challenges. Factors such as integration complexity and initial costs can hinder adoption. These realities require careful consideration as the technology evolves.
Despite its potential, some sectors are still hesitant. Concerns about system accuracy and the need for skilled personnel remain prevalent. Thus, while Machine Vision Inspection offers significant benefits, organizations must navigate various obstacles to fully capitalize on this technology.
What is Machine Vision Inspection?
Machine vision inspection is an advanced technology used in various industries. It employs cameras and sensors to analyze products on a production line. The system captures images and processes them for quality control. This ensures that defects are detected early. It minimizes human error and increases efficiency.
The core components of machine vision inspection include lighting, cameras, and software. Proper lighting is crucial for clear images. Cameras capture every detail of the product. However, sometimes, images can be misleading. Bad lighting can obscure defects, leading to false positives or negatives. Thus, the setup must be carefully calibrated.
Despite its advantages, machine vision inspection has limitations. For instance, it might struggle with complex items. Items with varying shapes and colors can confuse the system. Additionally, certain environmental factors, like dust or glare, can hinder performance. These challenges highlight the need for continuous improvement and adaptation in technology.
Key Components of Machine Vision Systems
Machine vision systems play a crucial role in automated inspection processes. These systems primarily consist of cameras, lenses, and illumination sources. The camera captures images of objects, while lenses focus the images clearly. Proper lighting enhances image quality, helping to clarify details. Proper selection of these components is vital. Poor choices can lead to unclear images.
Image processing software is another key element. It analyzes the captured images and extracts useful information. This software can detect defects and measure dimensions in real time. Its algorithms must be accurately tuned to ensure reliable inspections. Misalignment in settings can result in missed flaws or false positives. Attention to detail is paramount.
Lastly, the communication interface connects the machine vision system with other production components. This enables real-time feedback and adjustments. However, integrating these systems can be challenging. Compatibility issues may arise, leading to system inefficiencies. Regular updates and maintenance are necessary to keep the system running smoothly.
How Machine Vision Inspection Works: A Step-by-Step Overview
Machine vision inspection is a complex yet fascinating process. It involves using cameras and software to analyze products for quality control. The system captures images of items on a production line. These images are then processed to detect defects, measure dimensions, and ensure that everything meets the required standards.
Initially, a well-lit environment is crucial. Poor lighting can lead to misinterpretations in image analysis. The camera needs to be positioned accurately to avoid skewed images. Once images are captured, software algorithms come into play. They compare the captured images to predefined criteria. Sometimes these algorithms struggle, especially with varying surfaces and shapes. This can lead to missed defects or false positives.
In practice, operators must regularly review the system’s performance. Continuous monitoring is necessary to improve accuracy. Adjustments might be needed based on the materials being inspected. Over time, the configuration may not work as well as it did initially. This highlights the importance of human oversight in machine vision systems. Operators must interpret complex data and make sense of occasional errors.
What is Machine Vision Inspection and How Does it Work? - Step-by-Step Overview
| Inspection Stage | Description | Technologies Used | Key Benefits |
| Image Acquisition | Capturing digital images of products using cameras and sensors. | Cameras, Lenses, Lighting | High-speed data collection, Accuracy in imaging. |
| Image Processing | Enhancing and analyzing the captured images to identify defects. | Algorithms, Software Tools | Improved defect detection, Consistency in analysis. |
| Data Analysis | Interpreting the processed data to make diagnostic decisions. | Machine Learning, Statistical Analysis | Real-time decision making, Reduced human error. |
| Result Output | Generating reports and alerts based on the analysis results. | Reporting Software, Notification Systems | Instant feedback, Enhanced quality control. |
Applications of Machine Vision Inspection in Various Industries
Machine vision inspection is transforming various industries by enhancing quality control. In manufacturing, it identifies defects in products quickly. Automated systems can spot inconsistencies in size or color. This helps manufacturers reduce waste and errors. However, not every defect is caught. Some nuances can be missed by machines. This raises questions about reliance on technology.
In the food industry, machine vision ensures safety and quality. It inspects packaging for seals and labels. Machines can detect foreign objects, boosting consumer safety. Yet, there are concerns about false positives. Sometimes, harmless items are flagged, causing unnecessary delays. Operators must continually monitor systems to mitigate this issue.
In pharmaceuticals, machine vision plays a crucial role. It verifies the integrity of packages and labels. Accurate inspections are vital for patient safety. However, challenges remain, particularly with intricate designs. Misinterpretation can lead to serious consequences. The technology must evolve alongside these complex needs to maintain trust and efficacy.
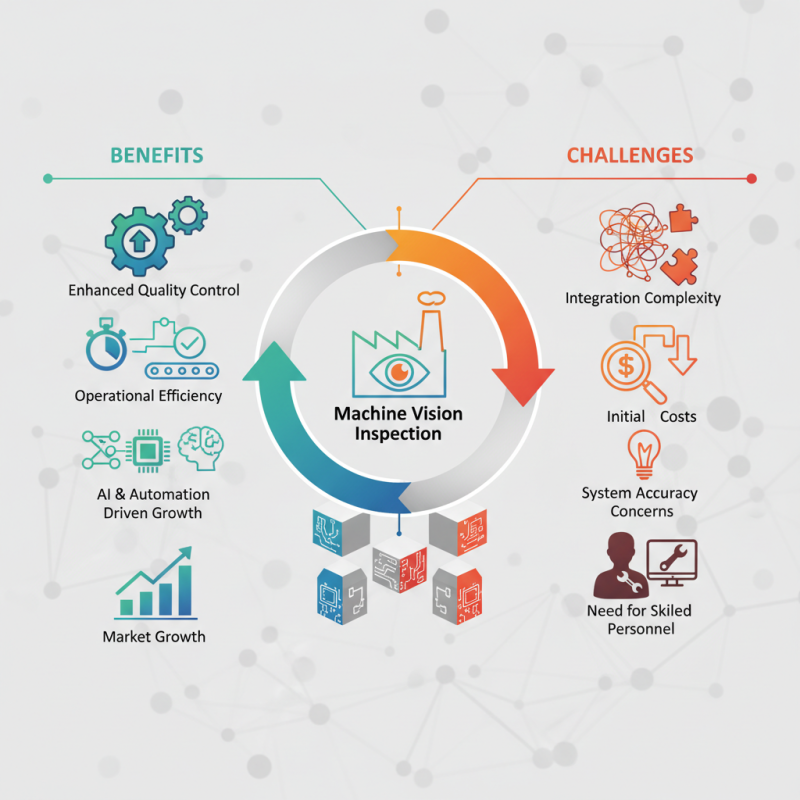
Benefits and Challenges of Implementing Machine Vision Inspection
Machine vision inspection offers various benefits but also presents notable challenges. This technology significantly enhances quality control by providing precise measurements and real-time feedback. Automated cameras and sensors can identify defects that human eyes might miss. In industries like manufacturing, this process minimizes errors and reduces waste. It can boost overall efficiency while ensuring products meet stringent quality standards.
However, the implementation of machine vision is not without its hurdles. High initial costs for equipment and software can deter businesses from adopting this technology. Furthermore, the integration into existing processes may require specialized training for staff. Some systems also struggle with variability. Changes in lighting or material texture can affect inspection accuracy. Continuous updates and maintenance are necessary, which can strain resources.
Adopting machine vision requires careful consideration. Organizations must weigh the potential productivity gains against these challenges. A well-planned implementation strategy can help mitigate some issues while maximizing benefits. Fostering an environment of continuous learning and adaptation is essential. Acknowledging these imperfections can lead to better solutions and a more effective inspection process.
